Extrémités à souder pour brides à collerette à souder
Ce type de bride est utilisé, normalement, dans les applications haute pression et hautes/basses températures qui nécessitent un débit illimité du fluide transporté à l’aide du dispositif de tuyauterie (l’alésage de la bride s’adapte à l’alésage du tuyau. L’absence de gouttes de contrainte empêche les mauvais résultats comme la turbulence et l’érosion/corrosion des métaux à proximité des joints à bride. Le moyeu conique permet une répartition propre de la contrainte mécanique entre le tuyau et la bride du col de soudure et permet l’exécution d’inspections radiographiques pour observer d’éventuelles fuites et défauts de soudure. La dimension de la bride (NPS et programme de tuyauterie) doit correspondre à la dimension du raccordement
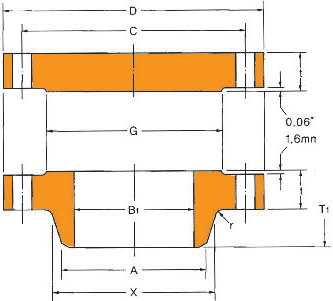
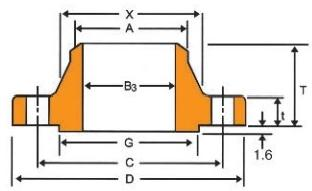
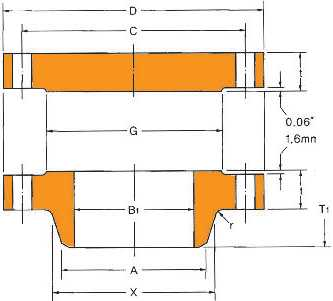
Les brides à col de soudage ont généralement un long col conique qui est soudé au tuyau ou à l'équipement, et une bride qui est boulonnée à une autre bride pour créer un pipeline continu. L'extrémité à souder d'une bride à collerette à souder est la section de col conique qui est soudée directement au tuyau ou à l'équipement.
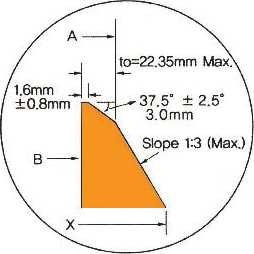
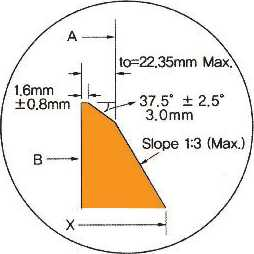
Pour préparer l’extrémité de soudage pour le soudage, il est important de nettoyer et d’enlever toute saleté, débris ou rouille de la surface. Cela peut être fait avec une brosse métallique ou une meule. Ensuite, l’extrémité de soudage doit être biseautée pour créer une rainure en forme de V qui permettra une soudure solide et sûre. L’angle de biseau et la profondeur dépendront de l’épaisseur du tuyau et du diamètre de la bride.
Une fois l'extrémité à souder préparée, le tuyau ou l'équipement doit également être biseauté pour correspondre à l'angle et à la profondeur de l'extrémité à souder. Les deux pièces peuvent ensuite être alignées et soudées ensemble à l'aide d'un procédé de soudage tel que le soudage TIG, MIG ou à la baguette.
Il est important de suivre les précautions de sécurité appropriées, telles que le port d’un équipement de protection et la ventilation adéquate lors du soudage. De plus, chaque bride de col de soudage et combinaison de tuyaux ou d’équipements aura des procédures et des exigences de soudage spécifiques qui doivent être suivies pour obtenir les meilleurs résultats.


Nominal Taille du tuyau |
Diamètre extérieur. |
O.D. de Élevé Visage |
Diam. à la base du hub |
Épaisseur |
TROU |
Longueur à travers le hub |
Diam. du moyeu Biseau |
Rayon de filet |
FORAGE |
Poids approximatif (kg) |
||||
Épaisseur du mur |
Cercle de boulon Diam |
Nombre de trous |
Diam de trous |
|||||||||||
9,5 mm |
12,7 mm |
|||||||||||||
Souder- |
Aveugle |
|||||||||||||
D |
g |
X |
t |
B1 |
T1 |
UN |
r |
C |
cou |
|||||
12 |
483 |
381.0 |
365.3 |
31.8 |
304.8 |
298.5 |
114.3 |
304.8 |
9.7 |
431.8 |
12 |
25.4 |
38.98 |
43.70 |
14 |
533 |
412.8 |
400.1 |
35.1 |
336.6 |
330,2 |
127,0 |
355.6 |
9.7 |
476.3 |
12 |
28.4 |
51.71 |
59.42 |
16 |
597 |
469.9 |
457.2 |
36.6 |
387.4 |
381.0 |
127,0 |
406.4 |
9.7 |
539.8 |
16 |
28.4 |
64.41 |
77.11 |
18 |
635 |
533.4 |
505.0 |
39,6 |
438.2 |
431.8 |
139,7 |
457.2 |
9.7 |
577.9 |
16 |
31.8 |
74.84 |
94.80 |
20 |
699 |
584.2 |
558.8 |
42,9 |
489,0 |
482.6 |
144,5 |
508.0 |
9.7 |
635.0 |
20 |
31.8 |
89,36 |
123,38 |
vingt-deux |
749 |
64,4 |
609.6 |
46.0 |
539.8 |
533.4 |
149.4 |
558.8 |
9.7 |
692.2 |
20 |
35.1 |
112,00 |
- |
vingt-quatre |
813 |
692.2 |
663.4 |
47.8 |
590.6 |
584.2 |
152.4 |
609.6 |
9.7 |
749.3 |
20 |
35.1 |
119,66 |
188.24 |
26 |
870 |
749.3 |
676.1 |
68.3 |
641.4 |
635.0 |
120,7 |
660.4 |
9.7 |
806.5 |
vingt-quatre |
35.1 |
136.10 |
318,40 |
28 |
927 |
800.1 |
726.9 |
71.4 |
692.2 |
685.8 |
125,5 |
711.2 |
11.2 |
863.6 |
28 |
35.1 |
156,50 |
377,80 |
30- |
984 |
857.3 |
781.1 |
74,7 |
743.0 |
736.6 |
136,7 |
762.0 |
11.2 |
914.4 |
28 |
35.1 |
181,40 |
445,40 |
32 |
1060 |
914.4 |
831.9 |
80,8 |
793.8 |
787.4 |
144,5 |
812.8 |
11.2 |
977,9 |
28 |
41.1 |
229.10 |
561.10 |
34 |
1111 |
965.2 |
882./ |
82,6 |
844.6 |
838.2 |
149.4 |
8636 |
12.7 |
1028.7 |
32 |
41.1 |
244,90 |
627,80 |
36 |
1168 |
1022.4 |
933.5 |
90,4 |
S95.4 |
889.0 |
157,0 |
914.4 |
12.7 |
1085.9 |
32 |
41.1 |
290,30 |
760.20 |
38 |
1238 |
1073.2 |
990.6 |
87,4 |
946.2 |
939.8 |
157.2 |
965.2 |
12.7 |
1149.4 |
32 |
41.1 |
326,60 |
825.10 |
40 |
1289 |
1124.0 |
1041.4 |
90,4 |
997.0 |
990.6 |
163.6 |
1.016.0 |
12.7 |
1200.2 |
36 |
41.1 |
351,50 |
925,30 |
42 |
1340 |
1193.8 |
1092.2 |
96,8 |
1047.8 |
1041.4 |
171,5 |
1 066,8 |
12.7 |
1257.3 |
36 |
41.1 |
40370 |
1080.00 |
44 |
1403 |
1244.6 |
1143.0 |
101.6 |
1098.6 |
1092.2 |
177,8 |
1 117,6 |
12.7 |
1314.5 |
40 |
41.1 |
449.10 |
1232.40 |
46 |
1454 |
1295.4 |
1196.8 |
103.1 |
1149.4 |
1143.0 |
185,7 |
1.168.4 |
12.7 |
1365.3 |
40 |
41.1 |
480,80 |
1343.10 |
48 |
1511 |
1358.9 |
1247.6 |
108,0 |
1200.2 |
1193.8 |
192.0 |
1 219,2 |
12.7 |
1422.4 |
44 |
41.1 |
537,50 |
1518.70 |
50 |
1568 |
1409.7 |
1301.8 |
111.3 |
1251.0 |
1244.6 |
203.2 |
1.270.0 |
12.7 |
1479.6 |
44 |
47.8 |
576.10 |
1685.60 |
52 |
1626 |
1460.5 |
1352.6 |
115.8 |
1301.8 |
1295.4 |
209.6 |
1 320,8 |
12.7 |
1536.7 |
44 |
47.8 |
639,60 |
1885.20 |
54 |
1683 |
1511.3 |
1403.4 |
120,7 |
1352.6 |
1346.2 |
215.9 |
1 371,6 |
12.7 |
1593.9 |
44 |
47.8 |
719.00 |
2104.30 |
56 |
1746 |
1574.8 |
1457.5 |
124,0 |
1403.4 |
1397.0 |
228.6 |
1 422,4 |
12.7 |
1651.0 |
48 |
47.8 |
798.30 |
2327.90 |
58 |
1803 |
1625.6 |
1508.3 |
128,5 |
1454.2 |
1447.8 |
235,0 |
1.473.2 |
12.7 |
1708.2 |
48 |
47.8 |
868,60 |
2574.20 |
60 |
1854 |
1676.4 |
1559.1 |
131,8 |
1505.0 |
1498.6 |
239,8 |
1 524,0 |
12.7 |
1759.0 |
52 |
47.8 |
927,60 |
2791.50 |
Notre compagnie
Jin Runyuan bride de S handong M achinery CO., LTD est situé dans le célèbre "township du forgeron" - S handong La zone de sépulture du chapitre J inan a établi le siège de l'agence de rue, où le transport pratique est un bel environnement. La société a été fondée en 2001, couvre une superficie de 20000 mètres carrés, est un professionnel fabricant de la société de bride de forgeage, principaux produits: norme japonaise, norme américaine, norme allemande, la norme peut également selon les dessins des clients ou le traitement des échantillons. Immobilisations existantes de 40 millions, la production annuelle de 40 millions de tonnes. Les produits sont exportés vers le Japon, les États-Unis, l'Allemagne, la Corée du Sud, la Russie, le Brésil, l'Afrique du Sud, plus de 20 pays et régions, tels que la qualité des produits profondément le général clients les éloges et la confiance.
Forte force technique de l'entreprise, expérience professionnelle, équipement, production professionnelle et personnel technique 10 personnes, la production de 120 travailleurs de première ligne, personnel de gestion E personnes, emballage, inspection personnel plus de 20 personnes. Le traitement, l'assemblage, l'inspection, les lignes de production d'emballage de machines de forgeage les plus avancées internationales de haute qualité, la qualité des produits répondent aux normes nationales et internationales, et a obtenu la certification du système de gestion de la qualité ISSO9001-2000, la certification de la société de classification française, l'équipement spécial chinois fabrication licence, licence de fabrication d'appareils sous pression.
Notre usine
Masquage de matières premières

Examen de laboratoire

Forgeage et forgeage et pressage

Traitement mécanique


Honneur à la qualification d'entreprise